How to make a weapon for snipers
• How to make a weapon for snipers
plant construction project itself for the production of rifles has arisen recently in 2008, and the first article was published two years ago in March 2011. The plant was built almost from scratch, initially in its place were flat in a monstrous state. May 15, 2010 started the overhaul. production of flagship - sniper rifle ORSIS - an abbreviation of the phrase "weapons systems". But we will return to the history of the plant, and now go inside.

My Way passes through the shop, which is treated with trunks. Harvesting, which will be drilled hole and is made cutting is called "form." Forms delivered to the plant from the US.

On such machines the workpiece for rifles. Here in the blanks first drill hole, the width of which depends on the caliber rifles future. Some machines have been designed by the way in the design bureau of the plant with the assistance of consultants from Switzerland and Germany.

In general, the plant for more than 30 machines for different purposes with computer numerical control (CNC). They are very different, there are simpler, for simple operations, but there are those that make the really unique things, for technologies, which I heard for the first time.

The trunks are made of special stainless steel weapons.

Note the coin. She stands on the edge of a moving part of the machine, which cuts the trunk from the inside. The smoothness and precision of the operation at such a high that does not drop the coin.

The same machine. Here you can see both in the form of the barrel goes rod, make cuts - 4-6 spiral bands, they help to stabilize the trajectory of the bullet movement. Cutting metal hook made a special form, which is also produced at the plant.

The tool is part of a stationary workpiece and the cutter leaves a trail of one micron deep. To facilitate the cutting into the trunk pours oil. The process of cutting the trunk lasts 3-5 hours. For one slicing tool should enter into 60-80 times. After that, the trunk manually polished lead-tin lapping and clean from oil.

to

After these operations, the trunk gets to the lab.

where experts probed Borescope bore (relative endoscope) for defects - scratches, cavities or cracks. The trunk is checked several times after drilling holes, cutting and polishing.


Moving on, the second workshop. Another small discovery - the machine is not a drill as part rotates! Drill slowly cuts in stainless steel.

What kind of wood we will learn a little later.

Billets, which will soon become the main part of the gate mechanism.


CNC machined parts lock mechanism, which is then cooled with water.


Further, this part is quality controlled. With the help of this device (left), defined the characteristics of that part must comply.


The general plan of the second workshop.

Further our path lies through the shop, where they make the bed. Here are thereby sawed jigsaw blank from which the machine will cut almost finished product.

make your bed for each model. It provides structural rigidity. For tactical rifles use a bed of alumina for the sports - from a special weapon laminate. In addition, the plant makes to order a box of precious wood, such as walnut.

The machine also works on software management.


A billet of this part can cost tens of thousands of rubles. If you look closely to one of these bars, it can be seen 4 plywood layer or as it is called differently - wood laminate.





After treatment, the milling machine master manually sanded her signature applied laser incision and oil impregnated several times. One shift foreman produces 2-3 bed.



The workpiece is a recess for the trunk, after which he again covered with oil, and only then paint.

Let's go further.



you can see the polished workpiece.

Then we are waiting for paint shop.



And in the next room waiting for me a small opening.

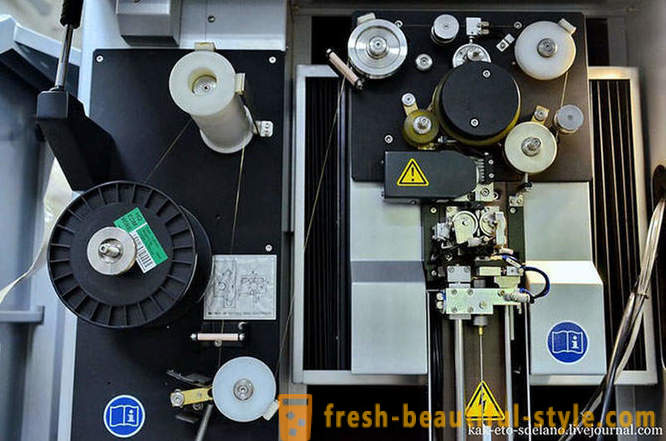
Here, with the help of high-precision equipment (which cost tens of thousands of euros) of metal cut parts for the bolt group (hammers, fuses, triggers), which could not have been done with the help of other tools.

Details are cut using electrical erosion technology. Here a thread, it may be made of molybdenum or brass.

Everything happens: the thread from the spool threaded through a small hole in a metal sheet or a pig, fix the bottom so that it can be wound onto another spool. This sheet is then immersed in a water bath to which current is supplied to the high voltage and power.

The thread quickly wound on the second reel and the machine thus cuts out the details that are accurate to the micron. This process can take 3-4 hours. Such upgraded jigsaw.

Here, too, the CNC, one only defines the program and ensures accurate operation.

That's out of this ingot

cut too much, so that you can insert another piece.

And I was surprised that the thread can be cut at an angle. That is from the middle of the cylinder is cut out detail, which on one side round and the other in the form of an asterisk.

Details of a trigger.

You can see that a few sheets welded together to cut the maximum amount of detail.


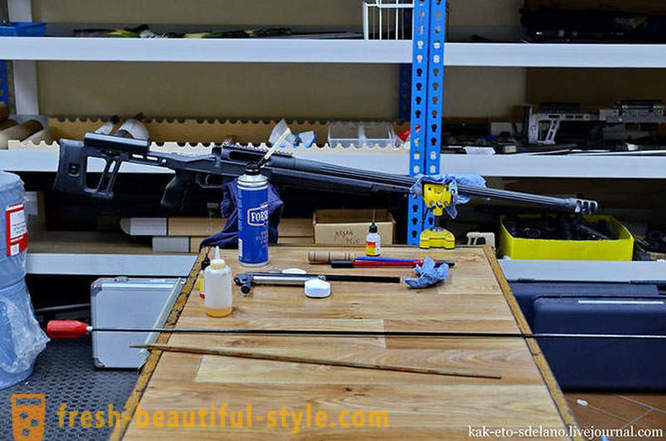
Leave this workshop and head assembly section, is the last step before a rifle will get to the shooting range.
These boxes ready rifles.

skilled gathers the details of the slide, connects them to the barrel, followed by a process beddinga Glass. On the bed is applied to a rifle special mastic in it put the metal parts and leave for a day to dry completely. Then the details again taken out and given to the painting, and on the bed remains their exact imprint, which allows the tree to fit under the metal. This provides greater precision weapons.



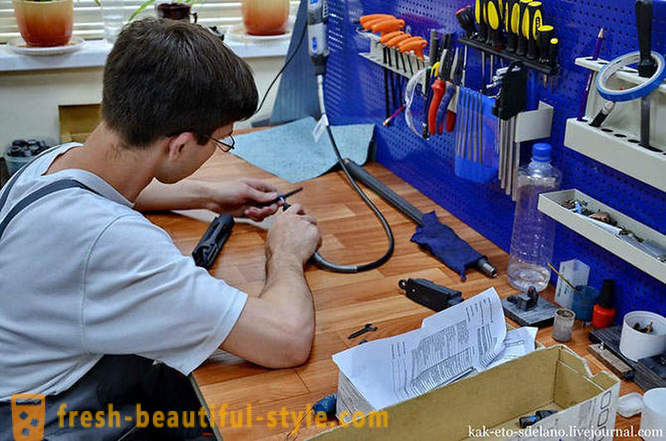
After painting parts are joined together again. Quality Control Department experts inspect the finished product, and draw the conclusion that the rifle is ready to fire.

At the factory there are very young workers.
The plant produces up to 10 guns a day.





In addition to the factory rifles under license collect Austrian Glock pistols of various calibers.





And that refrigerator, but there you will find vegetables, fruit, beer, yesterday's dinner and other snacks. He, too, is used in the assembly of the rifle. How, you ask?

The fact that the assembly of some of the details should be as tightly bolted to the bed of some details. If this is done at room temperature, the screws too hard crash into the product and can spoil it, because these parts are placed for some time in the refrigerator so it is slightly tightened (physics hope everyone remembers) and can be screwed as tightly as it should, without risk to spoil the bed.

Leaving the assembly shop and head to the shooting range. This is the final stage rifles checking the quality and accuracy. All weapons passes through sighting.


Voooooon need to get in that little point. You see anything? I'm not) Tir length - 100 meters.

precision weapons tests conducted master of international class on shooting. The room is small, about 2 meters by 2 Put on the headphones so as not to become deaf.

high-end arrows repeatedly won competitions in shooting because of this rifle.


By the way Steven Seagal big fan of hunting weapons and ordered the factory Orsis exclusive rifle.
photos from the factory site

When the plant has a salon of weapons, where you can look after yourself a rifle, buy spare parts for it.







































- Most popular
-
 The hottest T-shirts: photo ideas
The hottest T-shirts: photo ideas
-
 German national costumes for women, men and children. Ethnic garments
German national costumes for women, men and children. Ethnic garments
-
 Joker Tattoo: symbols and photos
Joker Tattoo: symbols and photos
-
 Eyebrows wide. To go wide eyebrows? Fashion for thick eyebrows
Eyebrows wide. To go wide eyebrows? Fashion for thick eyebrows
-
 Hockey player Wayne Gretzky: biography, personal life, sports career
Hockey player Wayne Gretzky: biography, personal life, sports career
-
 Beautiful wedding hairstyle "bump" with his own hands. Hairstyle "bump" for each day
Beautiful wedding hairstyle "bump" with his own hands. Hairstyle "bump" for each day
-
 Polynesian tattoos: the meaning of symbols
Polynesian tattoos: the meaning of symbols
-
 Round face. Top women's haircuts and hairstyles for round face shapes (photo)
Round face. Top women's haircuts and hairstyles for round face shapes (photo)
-
 Hairstyles for girls 10 years old in school
Hairstyles for girls 10 years old in school
-
 Hovercraft. Specifications and photos
Hovercraft. Specifications and photos
-
 Knife "KARAMBIT": a photo, price, drawings and diagrams. How to make a knife "KARAMBIT" with his own hands?
Knife "KARAMBIT": a photo, price, drawings and diagrams. How to make a knife "KARAMBIT" with his own hands?
-
 Making the perfect wedding nails design
Making the perfect wedding nails design
-
 How to get rid of cellulite on legs? Exercises for the legs of cellulite
How to get rid of cellulite on legs? Exercises for the legs of cellulite
-
 6 street workout that you can do with a guy
6 street workout that you can do with a guy
-
 The main rules of Kate Middleton's style
The main rules of Kate Middleton's style